热塑成型法管道修复技术的原理及流程
2023-01-06 22:32 1962次浏览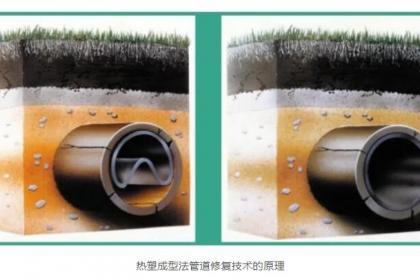
热塑成型法(国际上称为紧密贴合内衬法)是将热塑性管材通过在截面方向压成U型缩减外径,拉入待修复管道中,利用记忆应力恢复原理,借助蒸汽和压力复原膨胀达到紧密贴合的修复效果,确保无浪费空间,相当于直接在里面铺设了一根新管道。而且由于修复材料为塑性材料,有一定的延展性,因此对于复杂情况(如:变形、变径、移位等)的处理也尤为突出。
热塑成型法管道修复技术的原理
热塑成型法的施工流程
热塑成型法施工简单、快速、成功率高,具体过程可以分为如下步骤:
(1)管道前期预处理:清洗待修复管路,去除管路中的异物及突出尖锐物。
(2)管路拉入:无需等待管路内完全干燥便可将衬管拉入到待修复管道中,拉伸速度不宜过快,建议控制在5~8m/min。
(3)加热成型:两端封堵,打压加热,保温保压到衬管与原有管路贴合成型,加热过程中应注意控制蒸汽温度在100℃左右,同时注意控制压力逐步上升至规定值以使衬管与原管路完全贴合,保持温度和压力30min。
(4)冷却:管子完全贴合后,开始冷却,冷却时采用保压冷却,逐步将管子温度降至室温。
(5)后续连接:清洗管道,排除冷凝水,与其他管路连接。
热塑成型法修复过程简单、快速、可控,成功率高达95%以上。然而热塑成型法在我国起步比较晚,产品和技术尚不成熟,需要经过市场考验。
重庆环保工程有限公司
徐老师