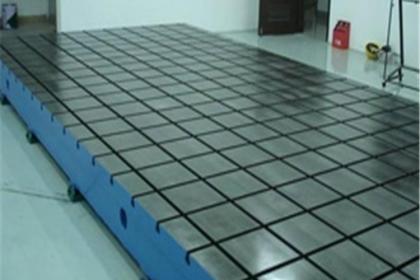
有的铸铁T型槽平台工做面接纳的是刮研工艺,用涂色的办法停止查验,包管了平面的精度。工做面一般有T型槽,也能够根据要求加工长孔和圆孔,那种T型槽平台接纳的是优 量纯铁铸制而成的。T型槽平台普遍应用正在东营机器设备机械工具的拆配、调试、焊接、铆焊,那种卖得货外表带有T形槽,能够固定机器设备机械工具。
一、大型铸铁平台平面厚度约为~cm,中型铸铁平台大约cm,小型铸铁平板约为~cm之间
技术要求
①T型槽平台工做面不得有严峻影响外不雅和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
平板平台的外表量量: 规格:mm×mm—mm×mm(特殊规格可根据需方图纸造做或双方商定消费加工) 查验尺度:用涂色法查验
②T型槽平台的外表应肃清型砂且平整,涂漆结实。
③精度等级为0级-3级的T型槽平台工做面上,曲径小于15mm的砂孔允许用不异质料梗塞,其硬度应小于四周质料的硬度。工做面梗塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
五、沙眼取气孔:级取级平台不允许有气孔取沙眼,级和级能够用取平台同材量固体填充气孔沙眼
④T型槽平台应接纳优良细密的灰口铸铁或合金等质料造制,其工做面硬度应到达170-220HB。铸铁平板浇注工艺:浇注温度℃,小件浇注温度高,搭大件浇注温度低
⑤T型槽平台工做面凡是应接纳刮削工艺。对接纳刮削加工的3级T型槽平台工做面,其外表粗拙度Ra的大允许值为5um。
⑥接纳刮削工艺应停止涂色对研查验。对研后显示的接触点面积的比率见表3的划定:或者按25mm×25mm正方形面积的接触点数见表3的划定,且任意25mm×25mm中的接触点数之间应不大于5点。 用户要找质量放心,沟通完善的供货家
T型槽平台的平面度可分为:
A:其平面度(μm)= 1+1.6D2 (D为平台对角线长或曲径),用于高度精细 之测定之用, 常用于尝试室。打表测量法按评定基准面分为三点法和对角线法:三点法是用被测检验平台实际工作面上相距远的三点所决定的理想平面作为评定基准面,实测时,先将被测检验平台实际工作面上相距远的三点 调整到与标准铸铁平台等高;对角线法实测时先将实际工作面上的四个角点按对角线调整到两两等高
:其平面度为A之两倍误差,常用于东西查验室做精细量具之查验之用。
B级:其平面度为A之四倍误差,常用于东西查验室或正在现场查验量具或划线之用
T型槽平台精度:按尺度计量检定例程施行,别离为0,1,2,3级四个级别。在铸造成品成型和粗加工前及粗加工后精加工前,都需要进行人工退火处理
T型槽平台引见
T型槽平台使费用铸铁HT200-300 工做面硬度为HB170-240,颠末两次人工处置(人工退火600度-700度和天然时效2-3年),T型槽平台的工做面接纳刮削工艺,T型槽平台工做面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定东营机器设备机械工具。使用该卖得货的精度不变,耐磨机能好。T型槽平台工做面加工有T型槽,首先用来固定工件,是钳工干活的人用来调试机械工具,拆配机械工具,维修机械工具的根底工做平面.正确地使用对弧样板是保证产品质量的重要条件之一
消费工艺流程
一、t型槽平台毛坯:按技术要求造图纸、按图纸造做木型、配料、外型、烘干、浇铸、落沙、清理、查验毛坯的各部位;
二、铸铁平板机器设备加工:外不雅查验并划线、加工、查验;
三、铸铁平板工件调平、人工刮研、查验科查验;
四、铸铁平板的外不雅处置、喷漆、包拆、入库。 主要分类有:拉矫机对弧样板,铝合金对弧样板,多弧样板,扇形段对弧样板,零号段对弧样板,结晶器对弧样板,扇形段对弧样板,铝合金
t型槽平台的承载要求:铸铁平板的承载是指铸铁平板单元面积接受的重量后,铸铁平板的变形挠度。为了便于理解,陈某们能够看做铸铁平板放好工件后,正在不影响一般使用的情况下,铸铁平板所可以接受的压力。平板的精度也能够说是铸铁平板的平面度:铸铁平板一般精度能够分为0级、1级、2级、3级。.铸铁平台铸造的工艺:使用冲天炉铸造高标号可以达到HT,冲天炉高温熔铁有两种方法:一是一个很好的类型的炉,两排大空间、上等优质焦炭、攻丝温度高于度;
铸铁平板的精度尺度正在《中华东营国机器设备行业尺度》jb/t 7974-2000里能够查到。选用精度尺度时一般根据使用情况酌情而定。3级精度以上的铸铁平板用做查验、划线、拆配等使用,4级精度以下的铸铁平板一般用做铆焊等使用。()铸铁工作台缺陷的化学行为很容易被腐蚀产物所阻碍,容易在表面和内部形成自催化腐蚀,这样就会导致严重的局部腐蚀产生